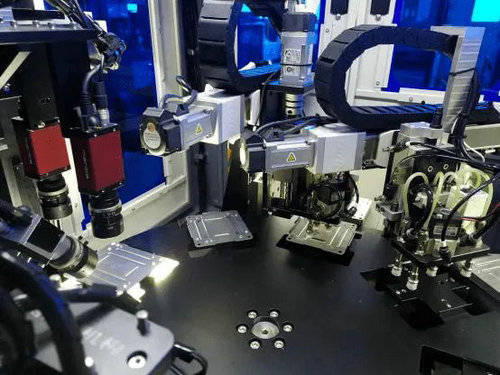
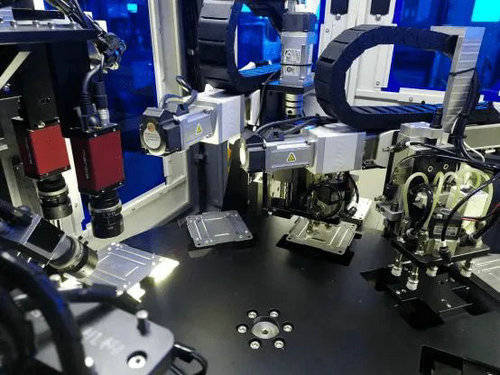
A machine vision inspection system consists of hardware components such as lighting, cameras, lenses, and conveyor belts. Machine vision uses machines to replace human eyes for measurement and judgment, with its most fundamental feature being the enhancement of automation in manufacturing processes. It can be applied in hazardous working environments unsuitable for manual inspection or in situations where human visual inspection fails to meet requirements. Additionally, machine vision systems can be integrated with robotic arms to identify, sort, and remove defective products, maintaining high efficiency and accuracy even during prolonged operation, thereby reducing labor costs.
The optical screening equipment available on the market nowadays mostly employs visual inspection. The categories of machine vision inspection can be so numerous that they can be recited in a continuous string. They include length, height, diameter, mixing, outer diameter of teeth, inner hole diameter, edge-to-edge, diagonal, concentricity, true roundness, step measurement, angle, sharpness, presence or absence of gaskets, shortage, inner hole blockage, cracking, burrs, solder joints, impressions, etc. During the inspection process, a quick and direct judgment can be made.