This case note explains how LuxMV engineers approach industrial inspection inspection when stable contrast, repeatable positioning, and reliable defect separation are required on an automated line.
Inspection Challenge
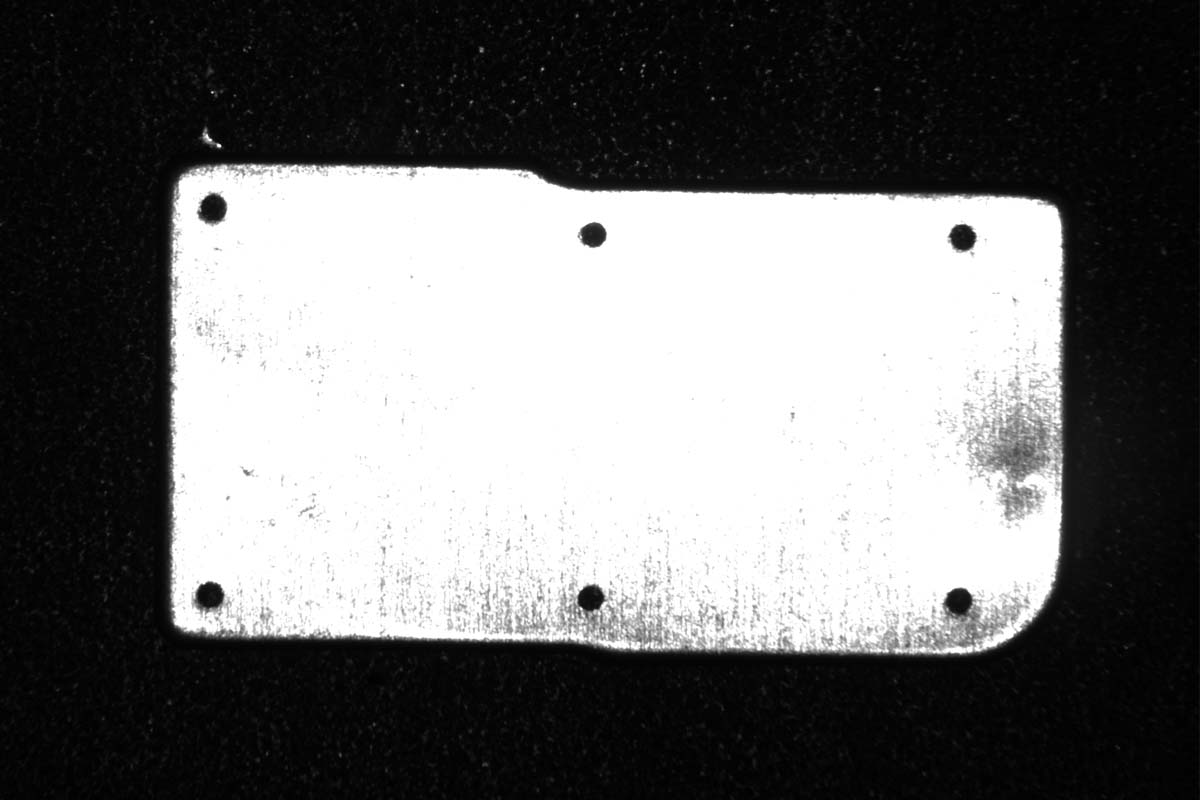
The inspection target presents practical production challenges: small defects, changing surface reflectivity, limited installation space, and the need to keep false rejects under control. A lighting design must make the defect easier for the camera to separate before algorithm tuning begins.
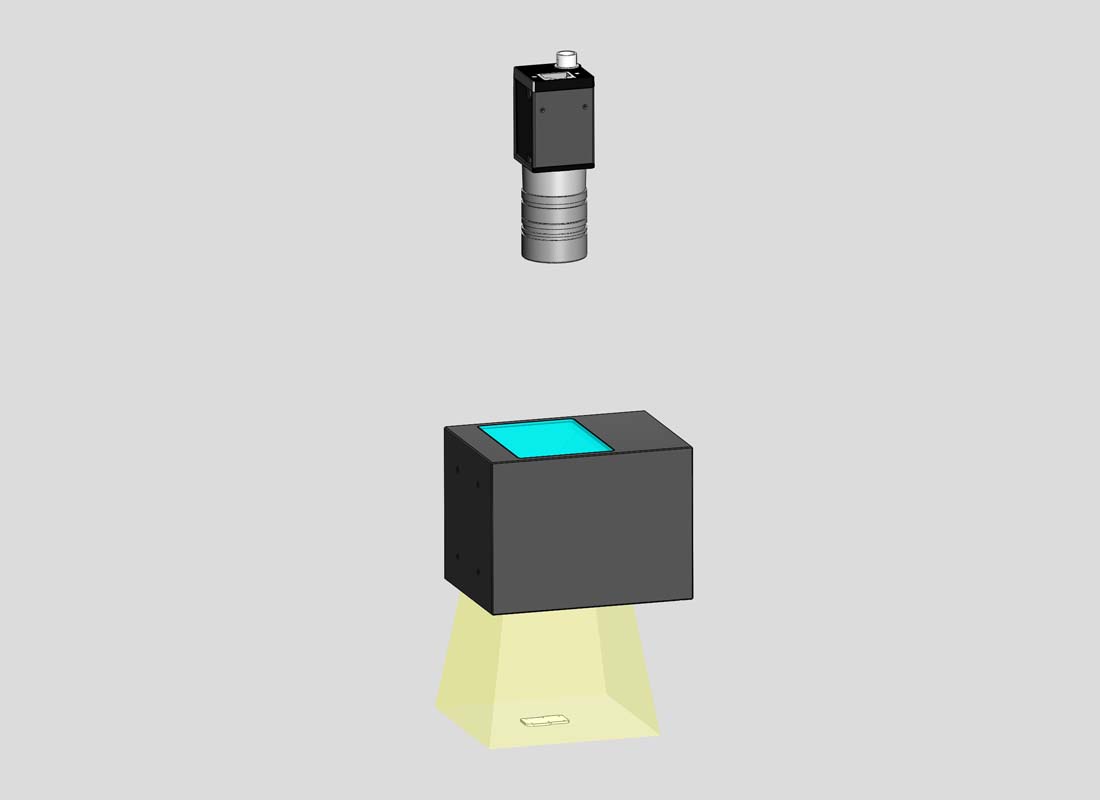
Lighting Approach
A robust LuxMV setup starts with sample testing. Engineers compare illumination angle, wavelength, diffusion, and controller timing while keeping the camera, lens, and part position stable. The final recipe is selected by measured contrast margin rather than by visual preference alone.

Where This Method Fits
Typical applications include automated defect detection, OCR or mark reading, contour measurement, reflective-surface inspection, and quality control for parts whose appearance changes with material, coating, color, or process conditions.
- Use controlled illumination to separate the target feature from background texture.
- Validate the image under real line speed, exposure, and trigger constraints.
- Keep enough contrast margin for normal material and process variation.
LuxMV Engineering Notes
For production use, document the selected light model, exposure time, gain, aperture, working distance, trigger timing, and any polarizer or diffuser used in the optical path. This makes the inspection easier to reproduce when part suppliers, surface finish, or line speed changes.